- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
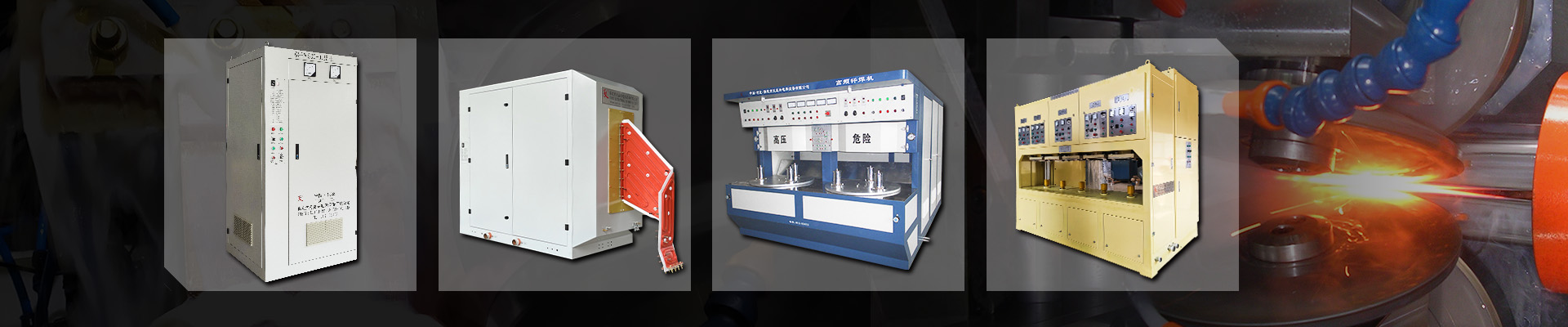
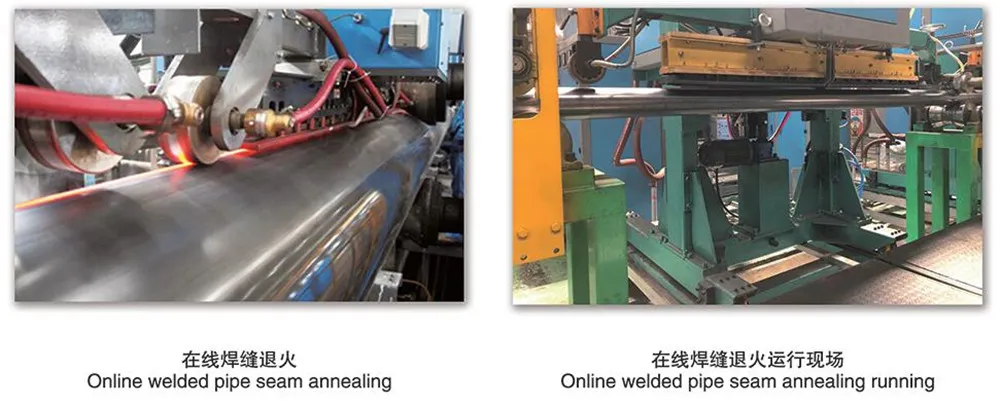
ONLINE KAYNAKLI BORU DİKİŞ TAVLAMA M.F EKİPMANLARI
Boru Dikişi Çevrimiçi Tavlayıcı
Düz dikişli borunun kaynak dikişinin yeniden ısıtılması, kaynak kalitesinin kalitesini artırmak için etkili bir yöntemdir ve kaynak dikişi 800 ° C'nin üzerine ısıtılır ve daha sonra doğal olarak soğutulur (tavlanır) veya zorla soğutulur (normalleştirme). Kristal mikro yapısını etkili bir şekilde iyileştirebilen, zararlı stresi ortadan kaldırabilen ve işlem sonrası sırasında kaynak dikişinin çatlamasını önleyebilen bir fan.
Kaynaklı boru üretim hattının çapak kazıyıcısından sonra genellikle sabitlenen çevrimiçi kaynaklı dikiş ısıtma ekipmanı. Kaynaklı çubuğu kazıyın ve ardından kaynak dikişini ısıtın. Kaynak dikişinin kalan sıcaklığı kullanılarak kaynak dikişinin sıcaklığı verimli ve hızlı bir şekilde gerekli sıcaklığa yükseltilebilir.
Kaynaklı dikiş tavlama ekipmanına sahip kaynaklı boru üretim hattının genel düzeni aşağıdaki gibidir:

Kaynaklı dikiş tavlamayı oluşturan komple ekipman seti genel olarak şunları içerir: tavlama makinesi, orta frekanslı güç kaynağı, su soğutucusu ve konsol.
Tavlama makinesi: İndüktör ile kaynak dikişi arasındaki boşluğun uygun ve stabil olmasını sağlamak için destek indüktörünü askıya alın. İleri geri veya yukarı aşağı hareket edebilir. Ayrıca, tıraşlanmamış çapakların indüktöre zarar vermesini önlemek için bir çapak algılama ve önleme fonksiyonu da bulunmaktadır.
Orta frekanslı güç kaynağı: Çelik borunun et kalınlığına ve hızına göre farklı güç ve frekans seçilir.
Orta frekanslı güç kaynağı, tristör orta frekansı veya IGBT orta frekansı olabilir.
Güç aralığı: 1 OOKW~600KW. Genellikle birden fazla ünite seri olarak kullanılır ve her ünitenin frekansı
farklı ve ısıtma etkisi daha iyidir.
Avantajları: Kararlı ekipman, enerji tasarrufu, düşük arıza oranı.


Talep Gönder


X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası