- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
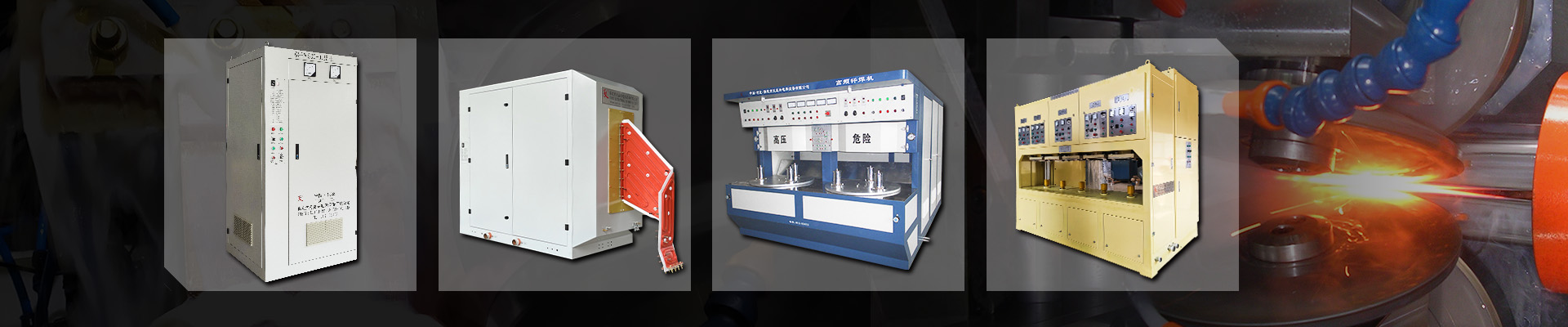
ŞERİT ÇELİK İNDÜKSİYON ISITMA TAVLAMA CİHAZI
Şerit ısıtma amacı:
1. Yüksek mukavemetli çeliğin tavlanması
2. Dövmeden önce ön ısıtma veya sıcak şekillendirme
3. Püskürtmeden önce kurutma, yağdan arındırma ve ön ısıtma
4. Galvanizleme sonrası yumuşak erime
5. Paslanmaz çelik katı çözelti vb.
Ekipman seçimi
1. Yüksek frekans ve orta frekans ve süper ses güç kaynağının tümü, indüksiyonla ısıtmayı benimserse kullanılacaktır. Ve seçimin, ısıtılmış şerit çeliğin malzeme, genişlik, kalınlık, sıcaklık, hız vb. kapsamlı faktörlerini dikkate alması gerekir.
2. Dirençli ısıtmadan geçen kontak tipi, genellikle düşük voltaj ve yüksek akım olan DC güç kaynağı veya düşük frekanslı güç kaynağı kullanılabilir.

Talep Gönder


X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası